[Abstract] A large paper warehouse tracking management system is designed and implemented by combining passive and active RFID products. The system adopts a three-layer architecture of application layer, middle layer and data layer, which is composed of functional modules such as reader control, outbound management device control, data acquisition device control, positioning device control, and positioning information management, which can realize large-scale paper mills. Real-time tracking and precise positioning of products in the finished warehouse. RFID is an automatic identification technology that began to emerge in the 1990s. It is a technology that uses radio frequency signals to transmit contactless information through space-coupling (alternating magnetic or electromagnetic fields) and to pass the transmitted information for identification purposes. This paper adopts a combination of passive and active RFID products to design and implement a large paper warehouse tracking management system to realize real-time tracking and precise positioning of products in the warehouse to improve the automation of enterprise information management. 1 System design ideas and design principles 1.1 Design ideas The basic design idea of ​​the large paper warehouse tracking management system is to deploy the RFID data acquisition network. At the same time, the RFID positioning system is used to track and locate the forklift to realize the positioning and tracking of the forklift's activities in the warehouse. At the same time, the paper roll information and the positioning label information are carried out. Automatic association, realizing the location tracking of goods in the finished paper warehouse of the paper mill and the electronic inventory of inventory information, providing the paper mill with a warehouse management system solution with the best cost performance. 1.2 Design principles The system is designed in accordance with the principles of practicability, safety, extensibility and advancement. Practical principle: Facing the actual needs of the project, it requires perfect functions and humanized operation interface. Safety principle: Ensure data security and accuracy through various technical measures. 2 system design and implementation 2.1 Process design According to the characteristics of the finished product warehouse of the paper mill, the system workflow design is as follows: (1) The positioning tag is installed on the forklift to track and locate the forklift; (2) The passive electronic tag of the 915MHz frequency band is pasted on the cargo to replace the original Bar code label; (3) deploying the data collection area on the walking path of the forklift in the warehouse, when the forklift passes, the cargo information can be automatically collected and the data is associated with the positioning label on the forklift; (4) the sensor is installed on the forklift. Monitor pressure changes in loading and unloading of forklift trucks. When the forklift picks up the cargo again, the positioning system begins to track its system trajectory in the warehouse. When the forklift releases the cargo, the system records the final position coordinates of the cargo. Taking the warehousing process as an example, the warehousing process of the data collection network and the forklift positioning system combination scheme is shown in FIG. 1 . The large paper warehouse tracking management system is divided into three layers: application layer, middle layer and data layer. The overall framework of the system is shown in Figure 2. The system topology is shown in Figure 3N. 2.3 System Implementation The system uses a combination of passive and active RFID products to build an automatic information collection platform by deploying an RFID reader network in the warehouse, and adopts the TDOA positioning algorithm to pass 2.4GHz active RFID positioning based on 802.11b network. The system realizes real-time tracking and precise positioning of products in the warehouse. The system software uses OOA and OOD methods for analysis and design. The technology implementation uses JAVA and J2EE, including JDBC, JMS, JBOSS, JINI, EJB and other technologies. 2.4 System Function Module The system consists of 11 function modules, such as reader control, outbound management device control, data acquisition device control, and positioning device control. The reader control module mainly provides RFID reader control and information receiving functions, and the outbound management device control module mainly provides functions such as outbound management device control, information receiving, information display, etc. The data collection device control module mainly provides data acquisition device control and information. Receiving, information display and other functions, the positioning device control module mainly provides positioning device control and information receiving function. The positioning information management module mainly provides management functions such as acquisition, query and display of positioning information, and the storage management module mainly realizes the process of entering the library. Business logic function, inventory management module mainly provides inventory, return processing, product price reduction, reverse library, transfer library and other management functions, the outbound management module mainly implements the business logic function in the outbound process, the external whitening module mainly provides and production management The function interface of the system and Inspur ERP inventory management system, the data analysis browsing module mainly provides the query and analysis functions of various information in the inventory management, and the system monitoring module mainly provides the status check and monitoring functions of various devices. 3 System features The RFID-based large paper warehouse location tracking management system has the characteristics of high automation, complete functions, safe and easy to use, easy to expand and data sharing. (1) High degree of automation. The system automatically collects the information of the cargo information and the movement of the forklift through the RFID network in the warehouse, avoiding the occurrence of human error and ensuring the correctness of the production information. 4 Conclusion The application of warehouse location tracking management system based on RFID indoor positioning technology in the warehouse of finished products of large paper mills can not only realize the automatic management of the inbound and outbound warehouses, but also realize the real-time tracking and precise positioning of goods in the warehouse, bringing automation to the enterprise. Transparent and orderly warehouse management eliminates human error, which has promoted the improvement of product quality, corporate image and market competitiveness. The system has been commissioned in a large paper mill finished product warehouse and is in good working condition. Cobalt-based alloy powders are commonly used in plasma transfer arc welding (PTAW) due to their excellent high-temperature properties and resistance to wear and corrosion. These alloys are typically composed of cobalt as the base metal, with various alloying elements such as chromium, tungsten, nickel, and carbon added to enhance specific properties. Co Powder,Cobalt 6 Powder,Cobalt 12 Powder,Cobalt 21 Powder Luoyang Golden Egret Geotools Co., Ltd , https://www.xtcwelding.com
Warehouse management systems (WMS) based on bar code technology have been widely used. However, in some special industry applications, bar code WMS has some shortcomings due to the limitations of its technology. For example, in the paper industry, bar code technology cannot be effectively managed because the products are usually large paper rolls and closely stacked in the warehouse. , resulting in product inventory difficulties, inventory information is not accurate and other shortcomings. The radio frequency identification (RFID)-based warehouse location tracking management system can solve this problem well.
The principle of scalability: modular design for easy system upgrades and expansion.
Advanced principle: Adopt advanced and mature technology and solutions to ensure the advanced and stable system. 
2.2 System Architecture 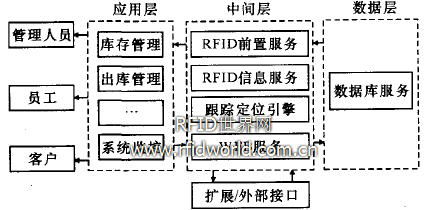

(2) Perfect function. The system is designed to realize the functions of the warehouse's inbound and outbound management, electronic fast inventory, automatic forklift and other functions, covering the entire production process of the warehouse.
(3) Safe and easy to use. The client adopts a web browser, the interface is user-friendly, and the operation is simple. The design conforms to the original operating habits of the warehouse management personnel, and the original warehouse management personnel can be used without retraining, reducing the labor cost of the enterprise.
(4) Easy to expand. The system adopts a modular design and reserves interfaces to facilitate expansion to other warehouses within the enterprise as well as off-site warehouses.
(5) Data sharing. The system inventory information and location information are shared and seamlessly connected with the original enterprise ERP system.
The use of cobalt-based alloy powders in PTAW offers several advantages, including:
1. High-temperature strength: Cobalt-based alloys exhibit excellent strength and resistance to deformation at elevated temperatures, making them suitable for welding applications that involve high heat.
2. Wear resistance: These alloys have a high hardness and resistance to wear, making them ideal for welding applications where the welded parts are subjected to abrasive or erosive conditions.
3. Corrosion resistance: Cobalt-based alloys offer good resistance to corrosion, making them suitable for welding applications in aggressive environments, such as those involving chemicals or saltwater.
4. Thermal conductivity: Cobalt-based alloys have good thermal conductivity, allowing for efficient heat transfer during welding and reducing the risk of heat-affected zone (HAZ) defects.
5. Compatibility with other materials: Cobalt-based alloys can be easily welded to a wide range of base metals, including stainless steels, nickel alloys, and other cobalt-based alloys, providing versatility in welding applications.
To use cobalt-based alloy powders for PTAW, the powder is typically fed into the plasma arc using a powder feeder. The powder is then melted by the high-temperature plasma arc and deposited onto the workpiece, forming a weld bead. The specific welding parameters, such as arc current, travel speed, and powder feed rate, will depend on the specific alloy and application requirements.
It is important to note that the selection of the cobalt-based alloy powder should be based on the specific welding application and the desired properties of the final weld. Different cobalt-based a
Design and Implementation of RFID Location and Tracking Management System
Next Article
CNC punch press main features
Prev Article
Analysis: Japanese Machine Tool Industry